Do you want to have the impact of an air side economizer without the negative side effects on air quality while avoiding the humidity lock out hours? Well there is a new product on the market that might have just what you need. The Pumped Refrigerant Economizer is a clever way to economize without using water or fresh air introduction. So what does this Pumped Refrigerant Economizer do? The pumped refrigerant economizer uses a pump instead of a compressor, to raise the pressure of the refrigerant slightly. Remembering our Pressure Enthalpy diagram, we know that the compressor is where we add mechanical work and that work is what allows us to remove heat from a colder medium and reject it to a higher temperature medium. This process, the Vapor Compression refrigeration cycle, works great, especially when trying to make a cool data center on a hot day. Unfortunately, that same system pays quiet an energy penalty delivering cooling when the temperatures outside are near or below the temperature being rejected to. The same size compressor moves the same amount of refrigerant. And our heat load is mostly a process cooling load so it doesn’t go down much because its cold out. So here we are, running compressors when the outside air is cooler (although when the lift of the compressor is lower, the efficiency is higher). Normal economizers circumvent this by introducing outside air to replace the hotter data hall air. The pumped refrigerant economizer takes advantage of the compression cycle to remove heat, but the conditions permit the use of a much lower lift device, this device being a pump. The refrigeration cycle still allows the use of the latent heat of vaporazation, but does it at different pressures and temperatures and with lower lift. Less mechanical work is required to to achieve cooling. But some things have to change to make this possible. First, a pump pumps liquids and a compressor compresses vapors. So we have to modify our system to accomplish this. Instead of adding pressure to the vapor, we add pressure to the liquid. We pump the liquid refrigerant from the condenser to the evaporator, and in the evaporator the liquid undergoes a phase change. This phase change pulls the heat from the conditions space. The superheated vapor then moves to the condenser where it rejects heat through conductive heat transfer to the environment. The vapor condenses and again can be pumped. 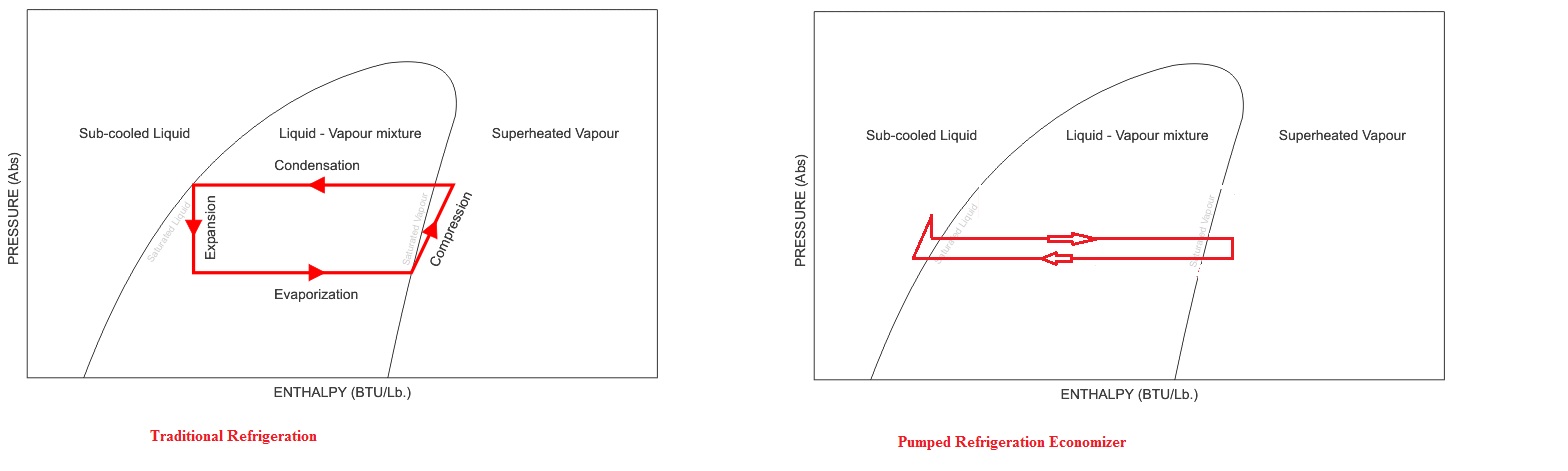 Enough science lesson (hopefully I did a good job explaining it and have no gross conceptual errors, please let me know if you have any suggestions on improving the description). What does this mean to the implementer. Well, it lets you use an economizer on a DX system without pumping glycol or using outside air, can operate during hours when ambient conditions are not satisfactory, and eliminates a lot of the humidification requirements of outside air economizers in winter, reducing water consumption. It works great, but is still not as efficient as the air economizer which just pulls in the outside air as it must still move refrigerant and air across the condenser. It will work well and achieve a high efficiency in many climates. Hopefully, the condensers will soon be increasingly cooled with an evaporative process to pre-cool ambient air when it can add economizer hours (saving electricity with the economizer will ultimately preserve more water from energy production) and also to operate when improving compressor efficiency during high ambient hours (a climate like Chicago could add several thousand economizer hours by utilizing wet bulb depression). Hopefully I have informed you about the pumped refrigerant economizer “product” that is increasingly becoming available. It is a good compromise and in many situations may be the best solution. It still has room to get better, and can deliver better annual PUEs than Airside economization if implemented correctly (however it can also be argued that airside economization can have very low PUE when implemented with the current ASHRAE data center temperature requirements). I like it. I think it is a good solution and if wet bulb depression can be incorporated, I think it may be the best solution at present for delivering low PUEs with reasonable first cost, while maintaining ASHRAE recommended conditions.
Enough science lesson (hopefully I did a good job explaining it and have no gross conceptual errors, please let me know if you have any suggestions on improving the description). What does this mean to the implementer. Well, it lets you use an economizer on a DX system without pumping glycol or using outside air, can operate during hours when ambient conditions are not satisfactory, and eliminates a lot of the humidification requirements of outside air economizers in winter, reducing water consumption. It works great, but is still not as efficient as the air economizer which just pulls in the outside air as it must still move refrigerant and air across the condenser. It will work well and achieve a high efficiency in many climates. Hopefully, the condensers will soon be increasingly cooled with an evaporative process to pre-cool ambient air when it can add economizer hours (saving electricity with the economizer will ultimately preserve more water from energy production) and also to operate when improving compressor efficiency during high ambient hours (a climate like Chicago could add several thousand economizer hours by utilizing wet bulb depression). Hopefully I have informed you about the pumped refrigerant economizer “product” that is increasingly becoming available. It is a good compromise and in many situations may be the best solution. It still has room to get better, and can deliver better annual PUEs than Airside economization if implemented correctly (however it can also be argued that airside economization can have very low PUE when implemented with the current ASHRAE data center temperature requirements). I like it. I think it is a good solution and if wet bulb depression can be incorporated, I think it may be the best solution at present for delivering low PUEs with reasonable first cost, while maintaining ASHRAE recommended conditions.

